Gelcoat ve většině případů tvoří finální povrchovou vrstvu a podílí se na estetickém dojmu z výrobku. Proto je řádná aplikace gelcoatu velmi důležitou etapou při výrobě laminátových dílů. Abychom se vyhnuli možným problémům, musíme věnovat patřičnou pozornost celému procesu, počínaje skladováním. Každý komponent, používaný ve výrobě je popsán v technickém a bezpečnostním listě, kde najdeme mnoho užitečných údajů o jeho vlastnostech.
Příprava
Gelcoaty mají obvykle skladovací dobu 6 měsíců od data výroby za následujících podmínek:
Skladovací teplota do 23 °C.
Gelcoat je skladován v originálních, originálně uzavřených nádobách.
Gelcoat není skladován na přímém slunečním záření.
Podrobné podmínky viz technická dokumentace. Špatné skladování může podstatně zkrátit skladovací dobu.
Před použitím promíchejte.
Pokud používáme různé šarže, doporučujeme je před použitím smíchat, abychom zamezili barevným odchylkám u velkoplošných výrobků, nebo u výrobků, které na sebe navazují.
Zkontrolujte teplotu gelcoatu, správná teplota 18-23 °C. Tato teplota by měla být i na dílně a měla by jí mít I forma.
Nastavte na stroji 1,2-2 % katalyzátoru a důkladně promíchejte.
Doporučená tloušťka vrstvy je 0,55-0,85 mm za mokra.
Vždy kontrolujte tloušťku vrstvy tloušťkoměrem.
Identifikace problému
Abychom mohli problém úspěšně vyřešit, potřebujeme nejprve zjistit jeho příčinu. Proto doporučujeme zodpovědět si následující otázky:
Jak závada vypadá?
Kdy se objevila poprvé?
Stává se náhodně po celém povrchu výrobku, nebo je omezena na určité oblasti?
Nemá závada původ ve formě?
Kdy se závada objevila a kdo prováděl aplikaci
Za jakých podmínek probíhala aplikace? *Teplota (dílna, forma, materiál), vlhkost vzduchu, prašnost, příměsi ve vzduchu…
Projeví se závada již na gelcoatu ve formě, nebo až na odformovaném výrobku?
Byl proces aplikace nějak změněn? *Teploty, vytvrzení, kvalita gelcoatu, katalyzátor, stříkací zařízení…
Vyskytuje se závada na všech výrobcích, nebo jen na jednom?
Je shoda v názorech na původ závady?
Byly zkontrolovány všechny vstupní materiály? *Forma, podmínky, separace, gelcoat+peroxid, výztuže, topcoat…..
Charakteristické závady
Rybí oka – příčiny:
Znečištění povrchu formy
Příliš tenká vrstva
Nízká viskozita
Nízký tlak
Příliš mnoho vosku na formě
Špatná tryska
Špatné promíchání gelcoatu
Nevhodný separátor
Špatná kryvost – příčiny:
Vysoká viskozita
Pistole příliš blízko k povrchu formy, nesprávný úhel
Nízký tlak atomizačního vzduchu (air assist systémy)
Nízký tlak (bezvzduchové systémy)
Špatná adheze – příčiny:
Znečištění
Špatně zvolený nebo aplikovaný separátor se dostal na druhou stranu gelcoatu
„Přetvrzený“ gelcoat – příliš mnoho katalyzátoru, dlouhá doba mezi aplikací gelcoatu a laminací
Pryskyřice obsahuje příliš mnoho vosku
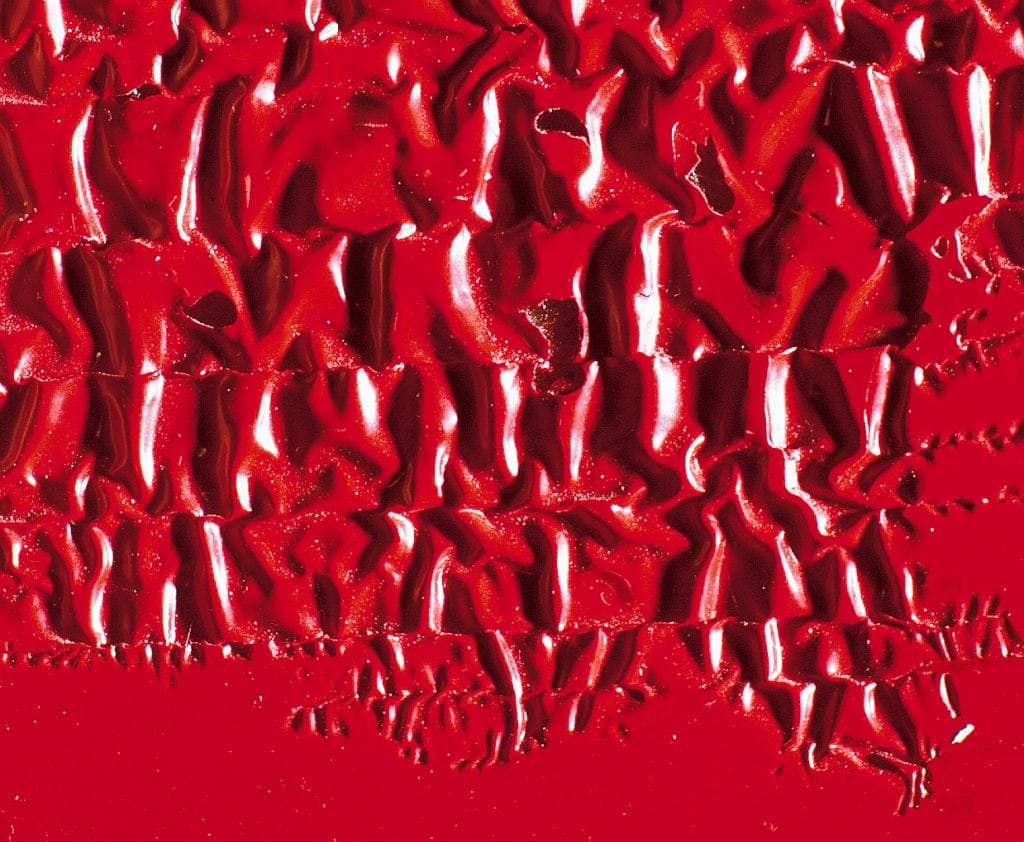
Krokodýl, rakovina – příčiny:
Nedostatečně vytvrzený gelcoat před další aplikací
Malá tloušťka
Nedostatečně promíchaný
Příliš dlouhý geltime
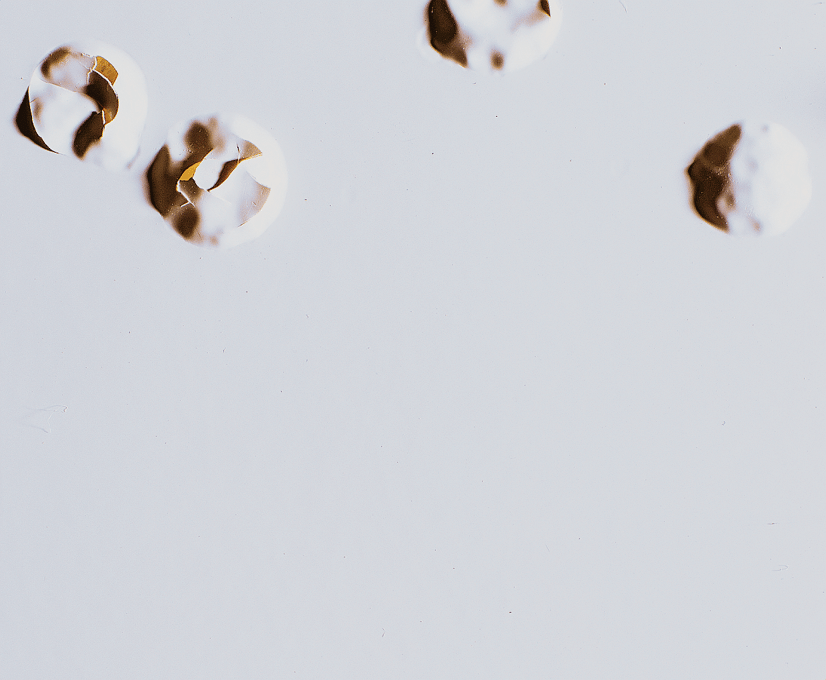
Puchýře – příčiny:
Objevují se na výrobku po vystavení slunci
Špatně vyválečkovaný laminát(bubliny)
Kapičky peroxidu na povrchu gelcoatu nebo rohože
Rozpouštědlo, voda nebo olej na povrchu gelcoatu
Puchýře – příčiny:
Na lodích, nádržích a bazénech po expozici vodou
Špatný typ gelcoatu
Nevytvrzený gelcoat
Tenký gelcoat
Špatný typ laminační pryskyřice
Špatný typ výztuže
Separace pigmentu – příčiny:
Znečištění vodou nebo olejem
Příliš tlustá vrstva + stékání
Pohybující se gelcoat po povrchu formy
Praskliny – příčiny:
Mechanické namáhání při odformování
Příliš silný gelcoat
Nesprávné vytvrzení nebo vytvrzovací cyklus
Slabýlaminát (mechanicky)
Vadná forma
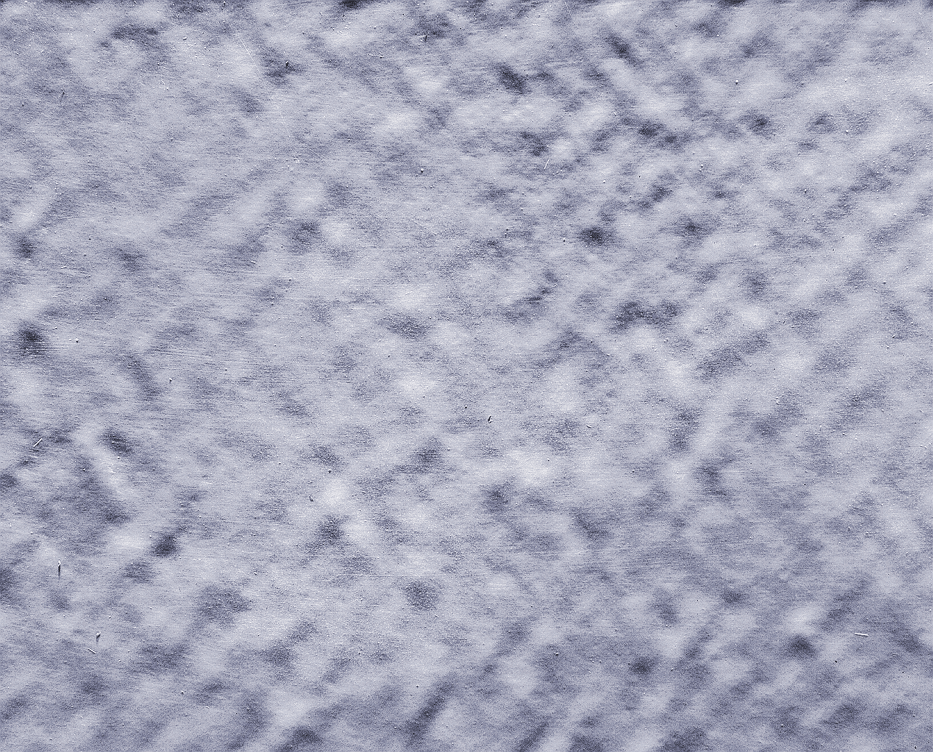
Blednutí, mat – příčiny:
Nevytvrzený gelcoat
Brzká expozice vodou
Exposice agresivními chemikáliemi
Blednutí, mat – příčiny:
Nedostatečné vytvrzení
Zkopírování povrchu formy
Hrubá struktura výztuže hned za gelcoatem
Tenký gelcoat
Špatný cyklus laminace – odformování
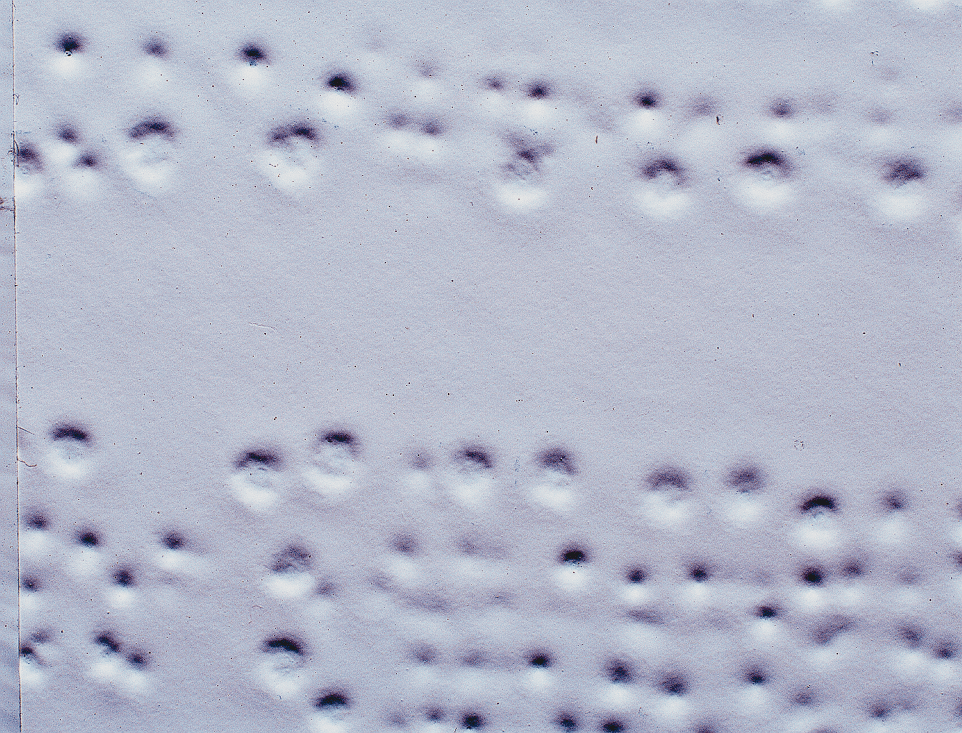
Póry – příčiny:
Pistole příliš blízko u formy
Vysoká viskozita gelcoatu
Špatný typ nebo kontaminovaný peroxid
Příliš mnoho peroxidu
Příliš velká tloušťka
Příliš rychlý gelcoat
Kontaminace vodou nebo rozpouštědlem
Příliš velká tryska
Pre-release – příčiny:
Mnoho peroxidu
Velká tloušťka
Nestejnoměrná tloušťka kolem radiusů = nestejnoměrné vytvrzení a smrštění
Nestejnoměrné vytvrzení vlivem odpařeného styrenu v hlubší části
Příliš dlouhé vytvrzování před laminací
Špatně typ separátoru nebo chyba aplikace
Příliš časné vyjmutí
Znečištěný povrch formy
Laminát příliš bohatý na pryskyřici
Stékání – příčiny:
Velká tloušťka
Nízká viskozita
Špatná tryska
Příliš dlouhý geltime
Prosáknutí – příčiny:
Nedostatečné vytvrzení jednoho gelcoatu
Druhá vrstva rozpouští první
Prosvítání – příčiny:
Laminát prosvítá skrz gelcoat kvůli malé tloušťce gelcoatu
Prach ve formě – příčiny:
Prach a nečistoty se usadí ve formě vlivem statické elektřiny







You must be logged in to post a comment.